Achieving smooth, spatter-free welds inside thin stainless steel tubes has always been a challenge in precision manufacturing. With the STR-AW850 laser welding system, this challenge is now met with advanced technology that ensures clean weld formation, reliable sealing, and flawless appearance.

Welding Requirements
For thin stainless steel applications, the welding process must ensure:
No spatter inside the inner wall of the tube.
Smooth and uniform surface formation.
Controlled crater shaping, gradually decreasing from large to small for consistent finish.
These stringent requirements are critical in industries where cleanliness, durability, and precision are essential, such as medical devices, food-grade equipment, and high-end manufacturing.
Welding Process Highlights
The process employs laser conduction welding (heat conduction welding), a technique that delivers excellent precision and stability. Key process features include:
Heat conduction laser welding to avoid excessive penetration and spatter.
Dual-sided shielding gas protection for both inside and outside of the weld zone.
Fixed laser torch with rotary positioner, ensuring consistent and stable weld seams.
By optimizing these parameters, the process achieves internal cleanliness and superior weld surface quality, setting a new benchmark for thin stainless steel welding.
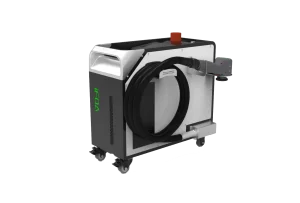
Recommended Equipment: STR-AW850

The STR-AW850 laser welder is specially designed for high-precision thin sheet applications. Featuring a large core diameter laser source with extended Rayleigh length, it provides stable focus and energy distribution. This ensures deeper penetration, reduced thermal distortion, and exceptional welding consistency.
Principle of Laser Welding
Laser welding can be divided into heat conduction welding and keyhole deep penetration welding.
For power densities below 10⁴–10⁵ W/cm², heat conduction welding is applied.
In this process, the laser beam heats the workpiece surface, with thermal energy diffusing inward. By adjusting pulse width, energy, peak power, and repetition frequency, the material melts to form a controlled molten pool.
This method ensures precision, smoothness, and spatter-free welds, particularly suited for thin stainless steel.

Welding Parameters Used
Laser Welder Model: STR-AW850
Material & Thickness: Stainless steel, 0.5 mm
Laser Power: 1800 W
Welding Speed: 22 mm/s
Defocus Distance: +30 mm
Shielding Gas Flow: 20 L/min
Oscillation Pattern: Circular
Oscillation Width: 0.6 mm
Oscillation Frequency: 60 Hz
These optimized parameters guarantee high-quality weld seams, stable penetration, and spatter-free internal surfaces.
Conclusion
The STR-AW850 demonstrates superior performance in thin stainless steel welding, offering manufacturers a reliable solution for applications where clean, smooth, and spatter-free welds are essential. By combining advanced laser technology with precise process control, STRION LASER continues to drive innovation in industrial laser welding solutions.